

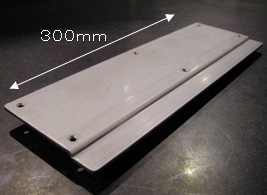
製品例 ATMのとびら
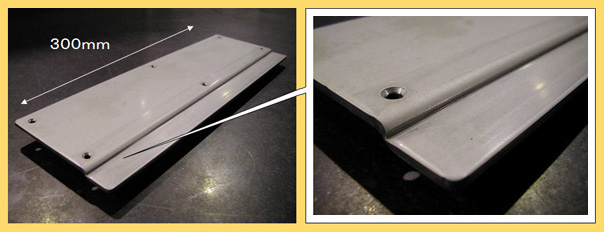
目的
現状の課題
- ベンダーで曲げると100トン/m越えるので1mごとにスリットを入れてなんとか曲げている。あとで、スリット部を溶接してサンダーで仕上げる。
加工の目的
- タレパンで3.2tの段曲げ加工をしたい!
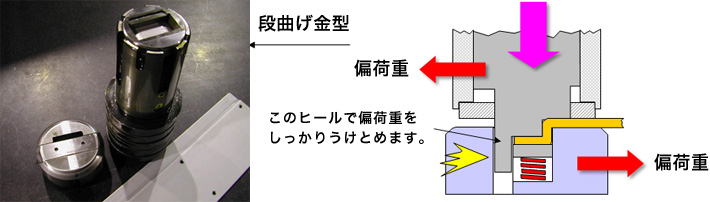
加工内容
セットプレスの金型で使われていたヒール付き金型の原理を応用した金型を製作しました。今までの段曲げ金型では、偏荷重がかかって、金型と機械本体に悪影響を与えましたが、段曲げ金型の図の部分にヒールを付けることで偏荷重の問題をクリアしました。
効果
1.製品品質の向上
2.大幅な生産性のアップ
3.曲げ工数の大幅削減
4.コストダウン
【段曲げ加工部の加工時間】
2.加工ピッチ1mm:2分53秒
3.加工ピッチ2mm:1分30秒
4.加工ピッチ3mm:1分8秒