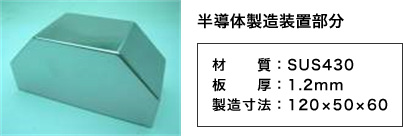
1.課題・ご要望
【TIG溶接】
- コーナー部の溶接において、仕上げ工程に時間がかかる。
- 個人のスキルよって、品質・仕上がりが大きく変わってしまう。
【レーザ溶接】
- レーザ溶接はビードが細く、滑らかな溶接面が得られない。
- コーナーエッジが残ってしまうため、研磨が必要。
2.解決加工(半引き角継手によるRビード加工
NC焦点機能を使った熱伝導型溶接によって、半引き角継ぎ手のRビード加工が可能となります。
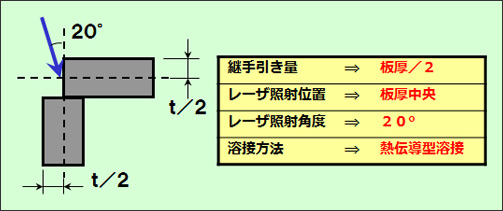 図1.半引き角継手によるRビード加工方法
図1.半引き角継手によるRビード加工方法
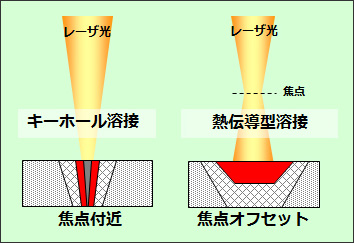 図2.焦点位置と溶接方法
図2.焦点位置と溶接方法
3.効果・メリット
仕上げ工程(焼け取り・歪み取り・研磨)の大幅削減
-
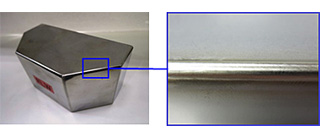
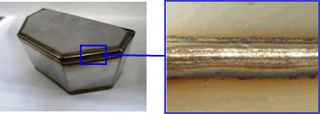
熱伝導型レーザ溶接により、「焼け」 「歪み」 が少なく、滑らかな溶接ビードが得られる。
-
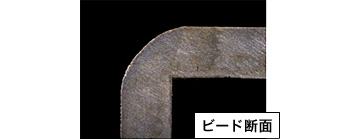
半引き角継手によるRビード加工により、良好なR形状ビードが得られる。
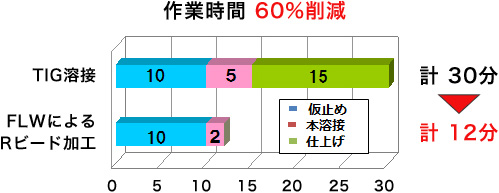
作業時間比較
TIG溶接 ⇔ FLWによるRビード加工