

目的
現状の課題
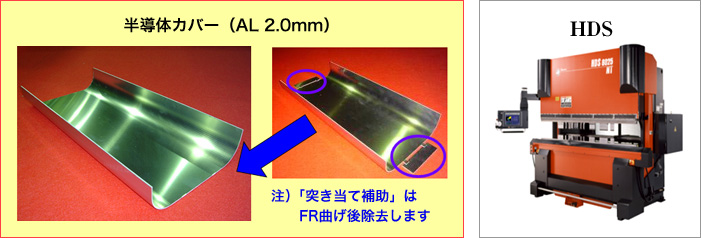
- 両側がR形状となる製品をFR曲げ加工する場合、2個目のR曲げは、先に曲げたR部を突当て側にしないといけない。(反対側を突き当て曲げると機械と干渉する)そのため非常に突当てづらく、Rの仕上がりや寸法精度も安定しない。
- 安定加工の為に、専用のR曲げ金型で加工しているが、Rサイズが変われば、新たに専用のR曲げ金型を 製作することとなり、コスト・金型の納期が掛かりすぐに曲げられない。
加工の目的
- 多種のサイズのR製品を標準金型の組合せによるFR曲げ加工で行い、Rの仕上がりや寸法精度を安定させたい。
加工内容
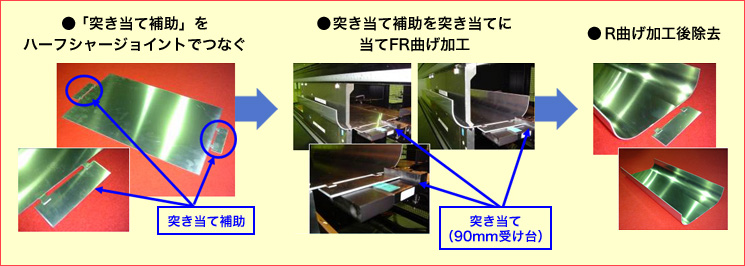
標準パンチによる深曲げ加工
効果
1.突き当て補助によるFR曲げ加工は、安定した突き当てが可能となり、 Rの仕上り、寸法精度が安定する。
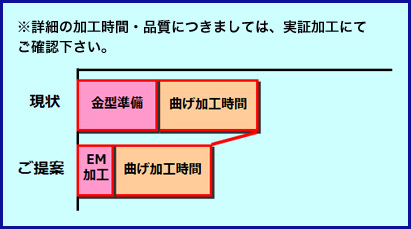
2.専用のR曲げ金型を作る必要がなく、すぐに曲げ加工をうことができる。
3.Dr.ABE_Bendによる曲げ順序、金型選択など曲げデータ作成の外段取り化による作業工数削減。
その他
- Rのサイズや形状によっては、加工できない場合がある。