


目的
現状の課題
- ロット違い、板厚のバラツキ、硬さのバラツキ、ロール目の違いなどで仕上がり角度が安定しない。
- 長物なので通り角度精度の調整が大変で、時間が掛かっている。
- 長物かつ厚板の為、製品が重くて突き直し(角度修正)をする場合にパンチ先端との芯合わせが大変。
加工の目的
Bi-J(自動曲げ角度補正システム)でどれだけ仕上がり角度及び通り角度精度が安定するか。それによって工数削減が可能かどうかを実証加工で検証する。
加工内容
Bi-J(自動曲げ角度補正システム)での実証加工
仕上がり角度を測定し評価
◆材料の板厚測定◆
材料の板厚を測定し、ばらつきを確認
◆加工条件の確認◆
使用金型(ダイV幅・肩R,パンチ先端R)の確認
◆Bi-J有効で曲げ加工、仕上がり角度を実測◆
・金型条件より使用する角度センサーの型式を選択。
・角度センサーの取付け位置(2箇所)の確認。
・Bi-J有効で曲げ加工を行い、仕上がり角度(3箇所)をデジタルプロトラクターで実測する。
効果
Bi-J(自動曲げ角度補正システム)の効果確認
◆加工条件◆
・材料:SPH4.5t 曲げ幅1700mm
・実証加工機:HDS2204
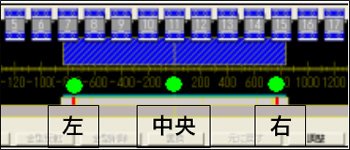
・角度センサー:V25用2箇所(赤線部)
・加工枚数:6枚
・仕上がり角度:90°
・測定箇所:3箇所(緑丸部)
◆実証加工結果◆
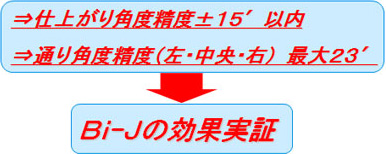
上記加工条件で実証加工した結果
その他
安定して仕上がり角度及び通り角度精度が得られ、工数削減が可能。