1.課題・ご要望
課題
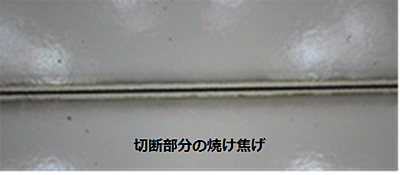
カラー鋼板をレーザで加工を行うと焼け焦げが発生する。
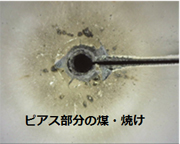
また、ピアス部分の煤・焼け焦げが大きく発生する。
煤・焼け焦げが発生すると製品不良となってしまう。
現状・問題点
発生原因として・・・
- アシストガス圧が高すぎる
- レーザ出力が高すぎる
- ノズルギャップが高すぎる
(例) カラー鋼板 0.4mmの場合
2.対応策

- 切断部分はノズルギャップを変更することで改善します。
- ピアス部分はピアス条件を変更することで改善します。
通常は 出力2000W ノズルギャップ5mm ガス圧0.8Mpaですが
※ピアス条件のパラメータ数値変更
- 出力2000W⇒600W程度(ピアス穴が開くか開かないか程度に設定)
- ノズルギャップ5mm⇒2mm
- アシストガス圧0.8Mpa⇒0.5Mpa
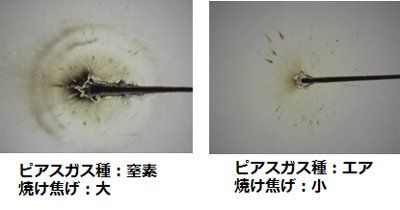
3.その他の効果
アシストガスの種類によっても焼け焦げが変化します。