背景

- 外周切断をレーザー加工で行うと、曲げ加工後、製品が反ってしまう。
- 手直しもしくは、レベラーで反りを修正するのに手間がかかる。
1.従来の運用方法の問題点
課題
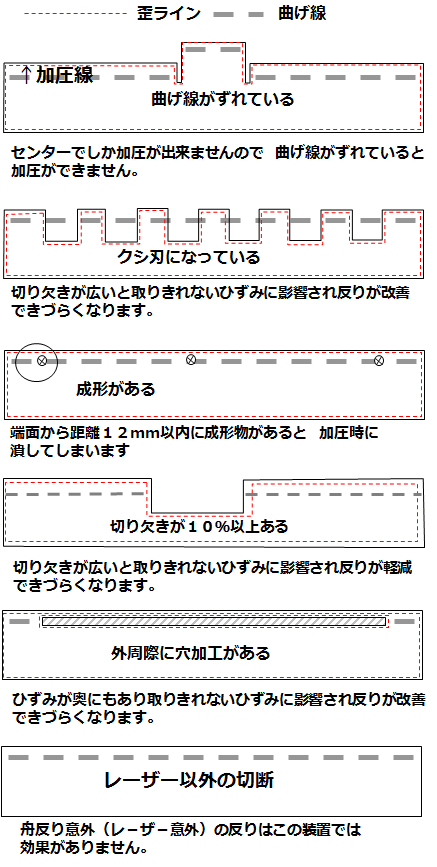
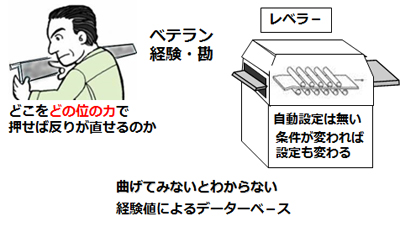
- 曲げないと反りが解らない
- 条件が変わると反り量も変わってしまう
- 反りを修正するのに手間がかかる
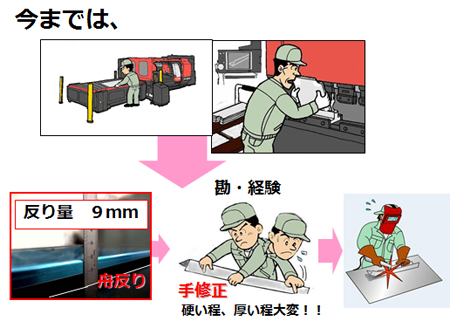
現状
- 勘と経験で手直しする。
- レベラーの設定も勘と経験で設定している
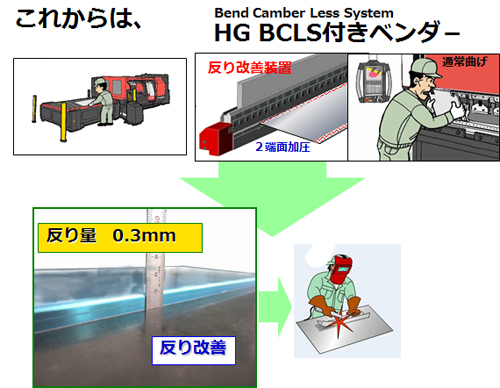
ソリューション
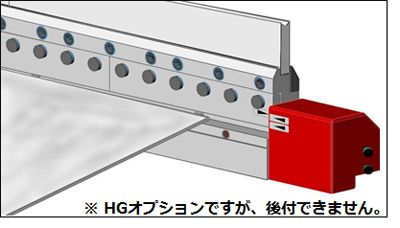
反り改善装置付きベンダ-
Bend Camber Less System(HGシリーズ オプション)
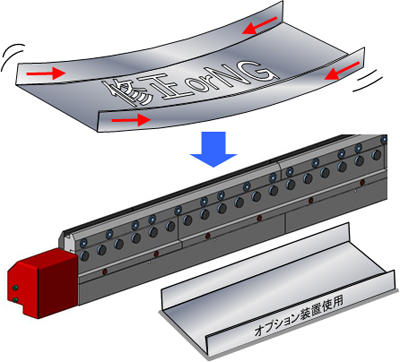
2.長手反り改善装置
この装置はレーザー外周切断後の曲げ反りが発生した場合の舟反りを改善させる HGマシンのオプション装置になります。
使用したソリューション
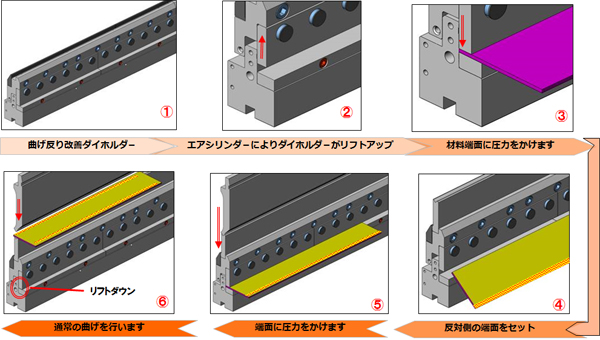
加工方法 (反り改善ホルダ-の動作)
(長手方向の2端面だけを加圧しした後に通常曲げに入ります)
3.効果(メリット)
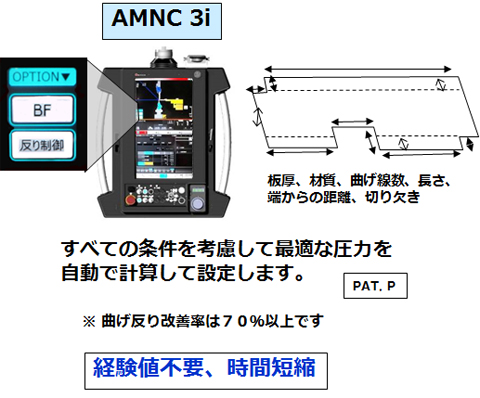
自動計算により、データー作製時間の削減
曲げ反り改善をするには 勘と経験値が重要でした。
言い換えれば、非常に時間を使って初めて反りが改善されるのです。
反り改善装置仕様 2016年2月現在
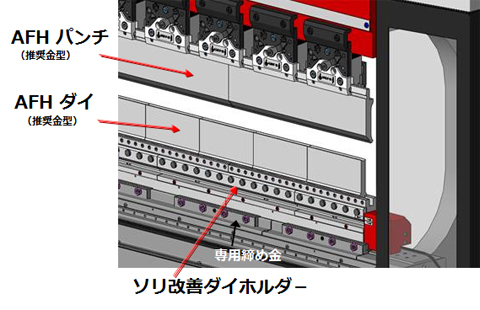
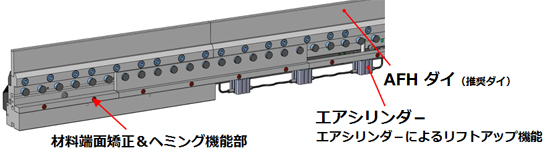
- 専用DH :エアシリンダ-による上下機能付きダイホルダー
- 切断方法:レーザー切断後の曲げ反り
- 反り方向:舟反り
- 対象板厚:t0.8~t4.5mm以下 (SUS,AL):t4.0
- 対象形状:通し曲げ(断面形状変化無し)
- 精度:長手反り現状の70%改善(補正計算含む)
- NC:AMNC3i (AMNC3i自動計算)
- 搭載機種:HGシリーズ (荷重制御) 80t以上
反り改善装置に向かない製品