

SS材の厚板加工で、小穴を加工する時の加工方法をご案内します

目的
現状の課題
近年、レーザ加工機も高出力化になり以前に比べ厚板の加工も増えてきました
- 厚板製品の中には小穴(タップ穴)の製品も多く見受けられます。
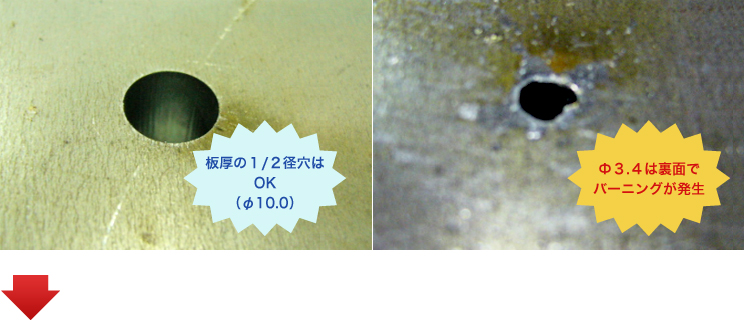
- しかし、SS材の厚板の小穴加工を行なうと、熱がこもりバーニングが発生して形状が出ないことも・・・
- 下穴無しでドリルで最初から加工するのは一苦労・・・
加工の目的
- レーザ加工にて厚板SS材の小穴加工の可否を試します。
- 小穴加工が可能であれば、タップの可否も試みます。
加工内容
今回のポイントはSS材の厚板(SS400 t19)に小穴加工が出来るかが課題です。
現状加工
1.厚板用小穴特殊加工条件を使用
2.高品質発振器によるビームの安定化
3.高速NC制御による高品質加工処理
4.クーリングカットによる安定化
ご提案加工

効果
1.SS400 t19にφ3.4穴が加工可能
2.裏面のバーニングの発生も無し
3.タップ穴の下穴としても使用可
4.レーザ小穴+リーマ加工により簡単でさらに高精度穴
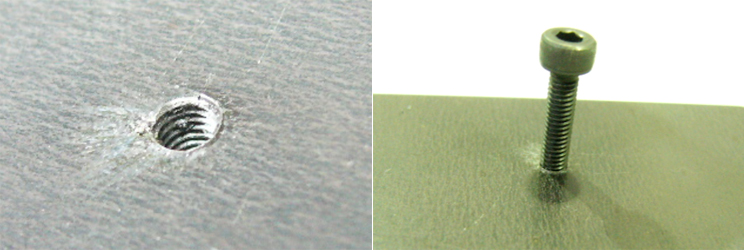 上記、レーザ加工小穴(φ3.4)にM4タップ加工を実施しました
上記、レーザ加工小穴(φ3.4)にM4タップ加工を実施しました
注意事項
材質、板厚、加工穴径等により仕上がり具合は変わってきます。
最適な加工方法は今後、実証加工にてお客さまと対応していきます。