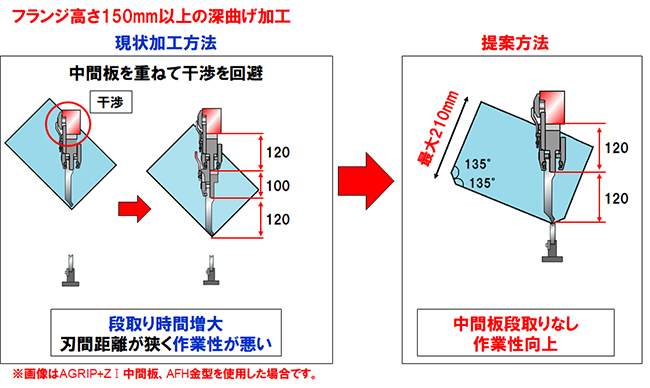
フランジ高さ150mm以上の深曲げ加工
目的
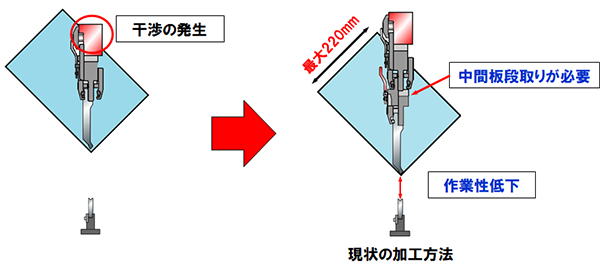
●現状の課題
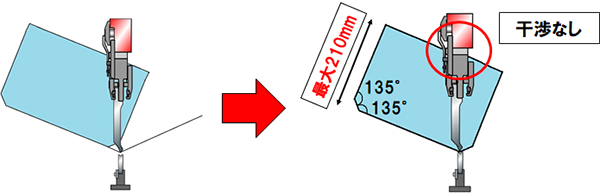
・フランジ高さが大きいため機械/金型に干渉して曲げ加工ができない。
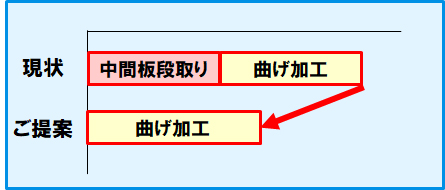
・中間板を重ねて干渉を回避できる場合もあるが、中間板の段取りが必要となる。
●加工の目的
・深曲げ時の段取りを削減したい ・作業性を向上させたい
加工内容
深曲げ加工順序
①展開図作成時に底面が鈍角2回曲げになるように曲げ線を追加する
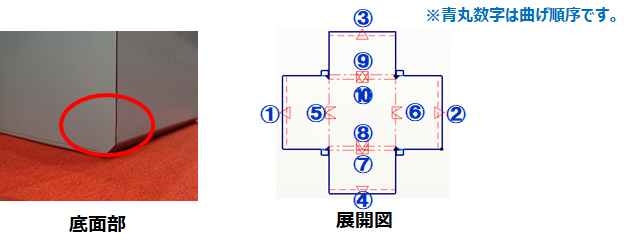
②底面の加工を直角1回曲げから鈍角2回に分けることにより中間板段取りなく干渉を回避
効果
1.中間板段取りがなくなるため段取り時間が短縮できる
2.刃間距離が狭くならないため作業性が向上
3.最大深曲げ範囲が拡大できる
その他
・底面に右図のような斜面が出来てしまいます。
製品形状によっては使用できない場合がありますのでご注意ください。

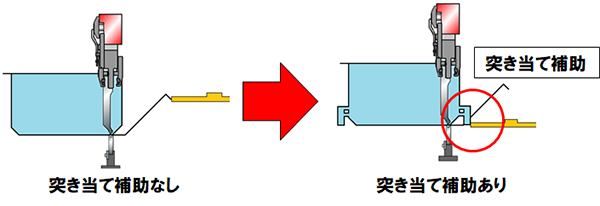
・底面加工時に鈍角突き当てとなり寸法精度が安定しません。
「突き当て補助」を使用することにより、安定した突き当てが可能となります。
※加工時に突き当ての調整が必要になる場合があります。
※突き当て補助に関しては加工技術情報の「突き当て補助を使ったFR曲げ加工」を参照してください。