

金網の加工
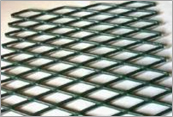
レーザで金網(エキスパンドメタルや目の大きいパンチメタル)を平板と同様に加工しようとすると、
「網目にヘッドが落ちてしまう」といった問題が起きてしまう場合があります。
対処方は2点あり、
①大きい径のノズル(Φ7.0等)を使用する
← 特別な段取りは要らないが、加工時のアシストガス流量が増えてしまう…
②特別な冶具を作成し、加工する
← 段取りは発生するが、小径ノズル低ランニングコストで加工が可能!
があります。
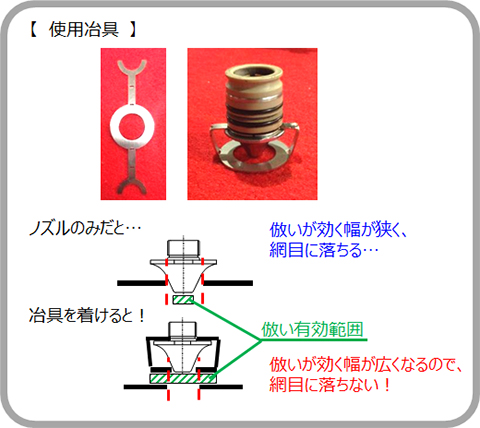
冶具を使用しての加工注意点
① ノズルチェンジャーは使用不可
冶具をつけたままノズルチェンジやノズル清掃を実施してしまうと、チェンジャー装置が損傷します
② 使用する加工条件に注意
材料の一番厚い部分を測定しその板厚以上の加工条件で加工を行ってください,
その際、速度を少々落としたE002もしくはE003で加工を行ってください
金網のレーザ加工 冶具図面
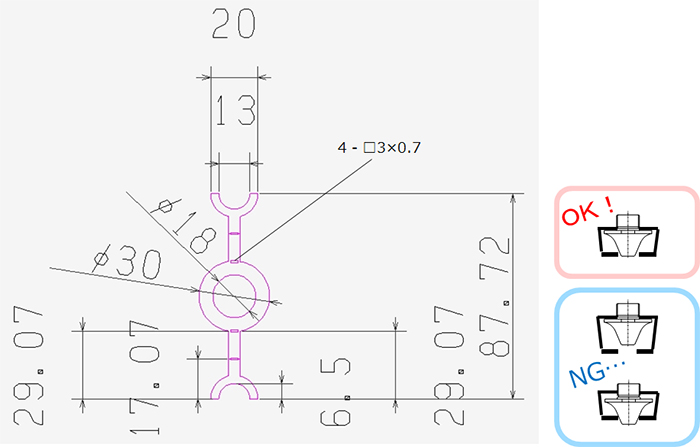
冶具を手曲げしてノズルに装着する際、ノズルの先端と、冶具の円盤の位置がほぼ同じ位置であることを確認してください
金網のレーザ加工 使用の流れ、注意点
◆使用の流れ
① 前項の冶具を加工する(SUS 1.0mmが望ましいが、軟鋼薄板でも可)
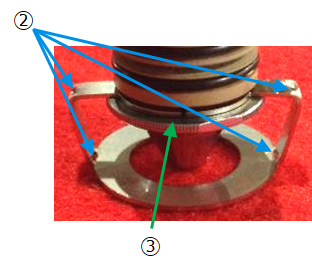
② 冶具を□3×0.7の穴で曲げていく
③ ノズルとプラグに挟むよう装着する
④ ノズル+冶具+プラグを加工ヘッドに装着
⑤ ワーク(金網)の材料上でセンサ調整を実施(穴の上でセンサ調整をしないよう注意!)
Ⅰ. 材料をパレットに設置
Ⅱ. 材料上にヘッドを移動
Ⅲ. ユーティリティの「HSセンサ調整」を実施
⑥ センサ調整が終了したら、加工を実施
⑦ 使用後は速やかにノズル+冶具+プラグを手動にて取り外す
絶対にユーティリティでのノズルチェンジ、ノズル清掃を行わない!
◆加工条件
下記の例の様に条件を変更してください(下記の加工条件は例です)

① ベースにする平板の条件から速度を2割程度落とす
② ノズルギャップを1.0mmに設定する
※可能であれば、初回の加工は担当サービスマンと一緒に本紙を確認しながら実施してくだい
金網のレーザ加工 注意点
◆自動ノズル清掃機能の解除
加工時間、ピアス回数、運転時間で自動的にノズル清掃を行う設定になっていると、冶具付きノズル装着状態でノズル清掃を実施してしまい、加工機損傷に繋がるため、自動ノズル清掃機能は解除してください
