1.現状の課題
縞鋼板は上面から加工することができ、材料の段取り、製品の仕上げが容易になります。
縞部分での加工不良や、ノズルと縞部分との接触などが問題になりやすいですが、加工方法を工夫することで安定した加工ができます(図1)。
2.対応策
1)条件設定
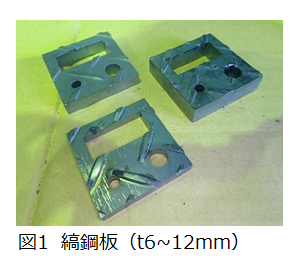
加工条件は材料の縞部分を含めた板厚から加工条件を設定してください(図2)。
縞のない薄い部分の板厚(地厚)から加工条件を設定すると、縞部分で板厚が厚くなるため、加工不良となります。
※一般的に縞鋼板の板厚は縞のない薄い部分の板厚(地厚)を呼称します。
2)加工方法
加工方法は下記の加工法を推奨します。
- エコカット
- クリーンカット
- イージーカット、エアカット等
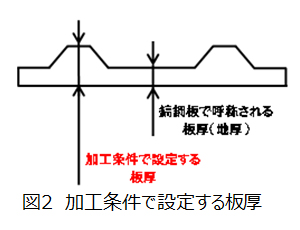
酸素カット、クーリングカットは推奨しません。酸素カット、クーリングカットで縞鋼板を上面から加工すると、縞部分でアシストガスの流れが急激に変化するため、バーニングが発生し加工不良となります(図3)。
酸素カット、クーリングカットで加工する場合は、縞部分を下面にして加工してください。
3)加工速度
切断速度は3000~4000mm/min以下を推奨します。
上記の切断速度に近い条件No.の条件から調整してください。切断速度を上記の速度に合わせ、必要に応じてデューティーを調整してください。
※一般的な縞の高さは2mm程度ですが、縞の高さが高い材料はさらにスピードを下げてください。
4)ノズルギャップ
ノズルギャップの高さを上げることで、縞部分とノズルが接触する危険性を減らすことができます。推奨は1.0mmです。
ノズルギャップを上げた分、焦点を下げてください。ノズルギャップを上げた分、切断品質が悪くなる場合があります。必要に応じてガス圧を上げてください。切断品質が悪くなりノズルギャップが上げられない場合は、切断速度を下げてください。
5)ピアス時間
ピアス時間は標準条件の1.5倍から2倍の時間を推奨します。
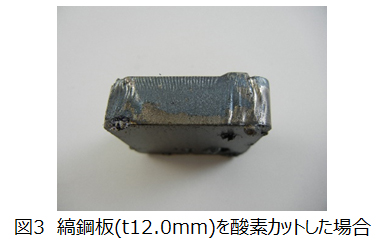
材料の縞部分にピアスをする際にはレーザ光が縞部分で反射し、通常のピアス時間ではピアス穴が貫通しない場合があるため(図4)、ピアス時間を長くしてピアス穴を貫通させやすくします。