

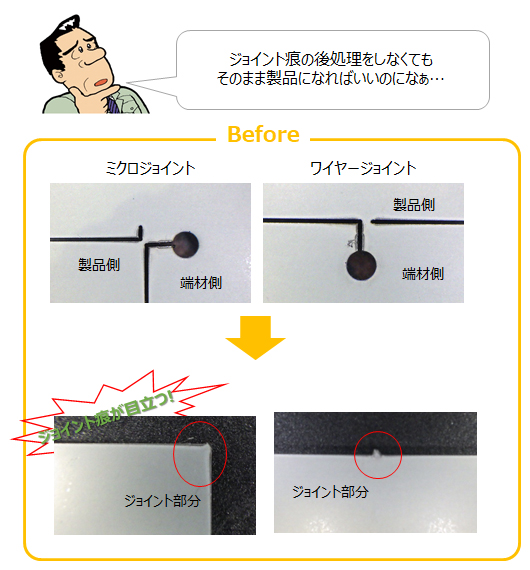
1.現状の課題・要望
2.対応策
マイナス刻印金型を使ってジョイントする

3.加工方法(例)
マイナス刻印金型によるジョイントの作り方
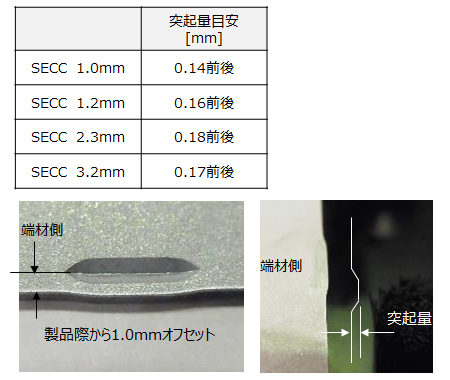
刻印成形は製品際から1.0mmオフセットした位置に加工します。下記表は、C1AJのクリーンカットで実際に多数個取りで加工した際の突起量となります。
CO2レーザや酸素切断の場合、レーザの切断幅が広くなると成形突起が届かず(ホールドできず)ジョイントできない場合があります。
こちらは一例となります。材質・板厚問わずレーザの切断幅を埋めることができればジョイント可能です。
加工順
①外形切断(レーザ) ②成形加工(金型) ③最終切断(レーザ)
最終切断場所以外の外形をレーザで切断し、レーザで切断された場所にマイナス刻印によるジョイント加工を行います。
ジョイントは両側から挟み込むような位置につけます。マイナス刻印金型は、AIで使用できます。

注意事項
ジョイントの強さや外し方によって、ジョイント痕が残る場合があります。ジョイント箇所は製品サイズで考慮ください。 自動割付けは(AP100・VPSS3i)対応しておりませんので、手動割り付けになります。