1.現状の課題・要望
CO2レーザ光に比べファイバーレーザ光は保護フィルムに対する吸収率が非常に低く、レーザ光が透過し易いため、フィルムを溶かすことができず、ファイバーレーザ加工機による上面保護フィルム貼りステンレスの加工において加工不良が発生してしまう。
2.対応策1:ファイバーレーザ加工機対応保護フィルムの選定
(1)板厚ごとによる粘着力の選定
加工対象の板厚によって、適した粘着力は異なります。最適な粘着力のフィルムを選択することで、フィルムがはがれ難くなり加工不良の発生を抑え、製品からフィルムを際の作業効率などにもつながります。板厚が薄い場合は粘着力が低いフィルムを採用し、板厚が大きい材料を加工する場合はそれにあわせて粘着力が強いフィルムを採用した方が加工不良を抑えることができます。
(2)保護フィルムの選定
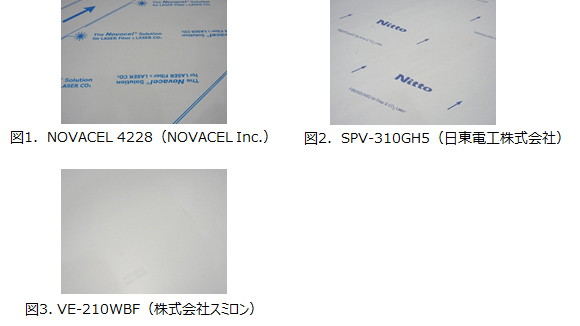
ファイバーレーザ加工機での加工において、推奨する保護フィルムの一部をメーカーごとに下記に示します。(図1~3)
3.対応策2:加工条件の設定
(1)加工条件の加工方法を切断からビニルに変更してください。
(2)切断条件はE003で全ての経路を加工してください。
遅い切断速度の条件ではアシストガスによりフィルムが剥がれてしまいます。
(3)フィルムの剥がれ防止に関する設定項目
加工中に保護フィルムが剝がれてしまう場合、以下の調整を行ってください。
A)ピアス時にフィルムがはがれる場合
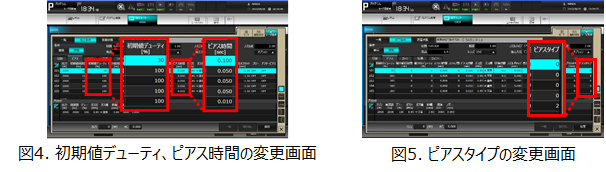
ピアス時にフィルムが剥がれる場合は、下記の点を変更してください。(図4~5参照)
- ピアス条件のピアス時間を短くしてください。(例0.1→0.01)
- ピアスの初期値デューティを下げてください。(例100→20)
- ピアス条件のピアスタイプをピアスタイプ2に変更してください。
※ピアスタイプ2を使用すると強制的にヘッド制御が中速になります。製品の立ち上がり等に注意してください。
※板厚が厚くなるとノズル径は大きくなり、ガス圧も高くなるためフィルムが剥がれやすくなり、フィルム貼りの加工が困難になります。
B)切断中にフィルムがはがれる場合
ピアス条件のピアスタイプを0→133に変更することで、切断経路のフィルムを溶かすことができます。その後、切断することでフィルムの剥がれを防止することができます。
※DrABE_Blank Ver2.12.11以降において133を使用したフィルムを溶かしてから加工する一連のプログラム出力に対応しています。
4.加工時の注意事項
切断速度を速く設定しすぎると、フィルムとノズルが擦れてしまい切断品質が安定しない場合があります。また、フィルムとノズルが擦れたことでノズルが汚れてしまい、材料に対して加工ヘッドがならえない状態になっていることなどが考えられます。
A)切断速度は最高で20,000mm/minにしてください。
B)板厚が薄い場合はノズルギャップを1.0にしてください。
ノズルギャップを上げた分、焦点を下げてください。
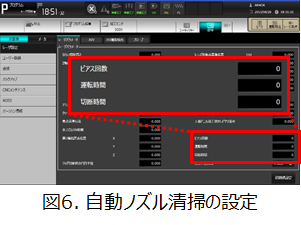
C)定期的にノズル清掃を行ってください。レーザパラメータにて自動ノズル清掃の設定が可能です。(図6)