1. 現状の課題
パンチ加工において、納期短縮、コスト削減が課題となっている。
2. 対応策
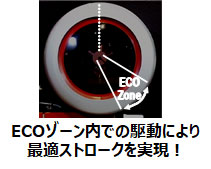
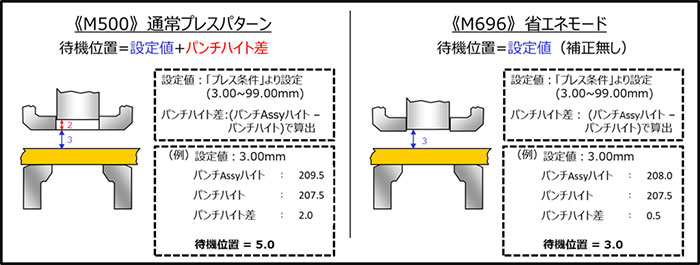
NEX金型は、パンチAssyハイトとパンチハイトの差を一定に保つことが できる構造であるため、最適ストロークの打ち抜き加工が可能となります。
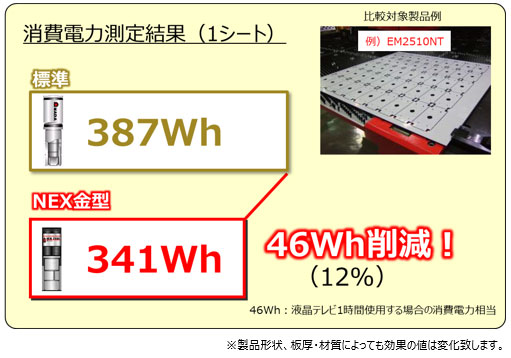
3. 加工例

標準金型とNEX金型で使用電力量を比較

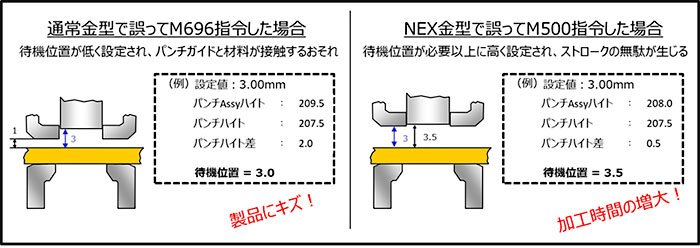
4. 注意事項
- 通常金型ではM500、NEX金型ではM696を、それぞれ正しく指令してください。
- NEX金型(M696)ではPVダイを使用してください。

- 大口径金型では、M696を指令しても高速加工にはなりません。
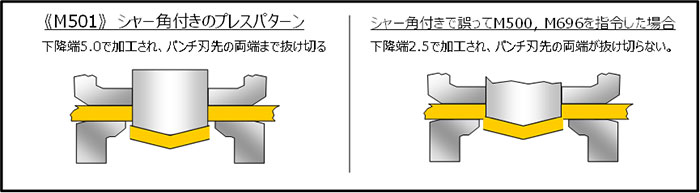
- 大口径金型のシャー角付きパンチでは、M500 M696を指令すると抜けきらないおそれがあります。M501を指定してください。