

目的
現状の課題
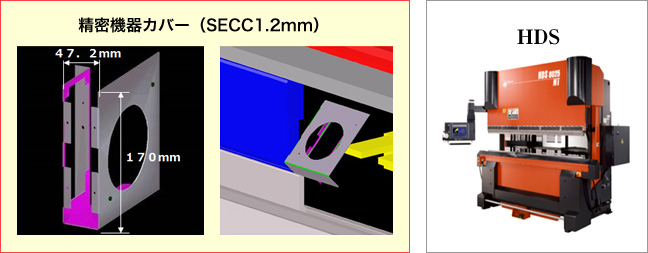
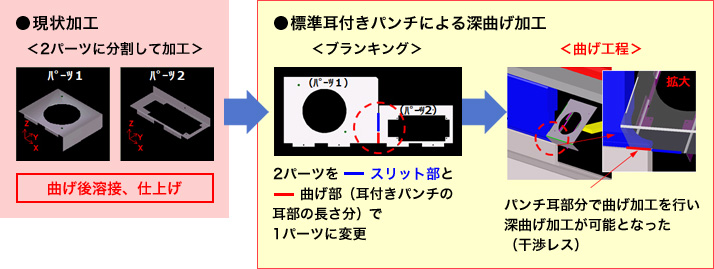
- フランジ寸法が170mmと高く、標準パンチでは曲がらない製品は分割して曲げ、その後溶接にて接合している。
- また、曲げ後に溶接を実施する事で、溶接歪の問題や溶接後の仕上げ作業もあり工数がかかる。
加工の目的
- 1パーツでの曲げ加工を行い、できる限り溶接作業をなくし、品質の良い加工を実施したい。
加工内容
標準パンチによる深曲げ加工
効果
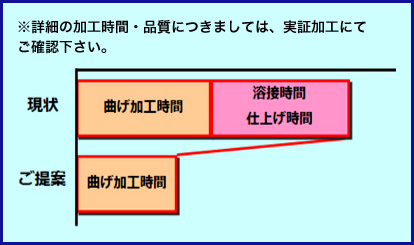
1.曲げ後の溶接作業及び仕上げ作業が不要なり、トータル工数の低減が図れる。
2.Dr.ABE_Bendによる曲げ順序、金型選択など曲げデータ 作成の外段取り化により作業工数減。
3.製品精度が均一となり、品質の安定が保たれる。
4.パーツの管理がしやすくなる。
その他
- 耳付きパンチ金型の耐圧によっては、加工できない場合がある。