

目的
現状の課題
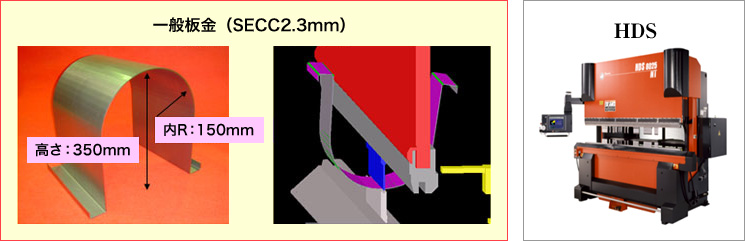
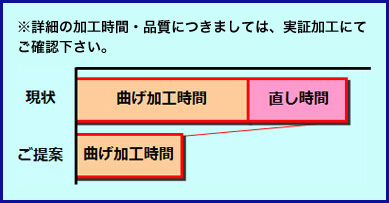
- R曲げ部は全てケガキ線による曲げ加工の為、加工時間が掛かる。
- 曲げ位置とのばらつきが多くなる為、仕上がり寸法精度が出しづらい。
- 曲げ順序がわからない。(機械との干渉チェック)
加工の目的
- 【AP100】
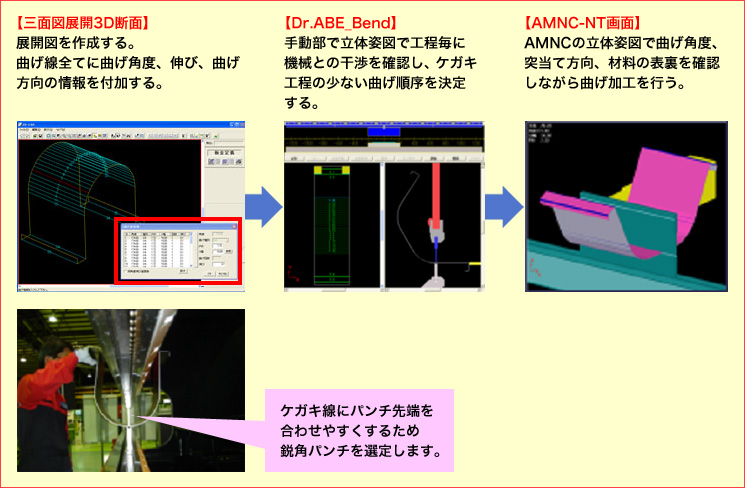
R部の曲げ線に曲げ属性(曲げ角度,伸び情報)を持たせることで、展開寸法を自動計算。 - 【Dr.ABE_Bend】
立体姿図で工程毎に機械との干渉を確認しながら、ケガキ工程の少ない曲げ順序を決定。 - 【AMNC-NT】
補正値が使えるようになり、NCデ-タの修正が容易になる。
加工内容
補正値が使えるようになり、NCデ-タの修正が容易になる。
効果
1.R曲げ部の曲げ線全てに曲げ角度、伸び、曲げ方向などV曲げ線情報が付加されるので立体姿図運用ができ、曲げ加工が容易になる。
2.【Dr.ABE_Bend】の手動部で立体姿図で工程毎に機械との干渉を確認し、ケガキ工程の少ない曲げ順序を決定できる。
3.曲げ角度や伸び設定があり精度調整も容易で製品品質が向上する。
その他
- ケガキ線は展開図を使用してNCTやレーザ加工機で正確な位置での加工をお勧めします。