背景
- 板目や硬さ、材料ロットのばらつきで、角度精度が安定せず、都度角度の確認をしている。
- 通り角度精度を出すのが大変で、補正の時間が長くなってしまう。
目的

検証方法
通常の通し加工を行った場合、荷重制御を利用して加工した場合の、各測定点でのバラツキの幅がどのくらいあるか確認をする。

上記の条件でロット数5個をそれぞれ加工します。
今回使用した加工マシン
効果
荷重制御を使用することで、材料のばらつきによる
(1)曲げ角度が安定する
(2)試し曲げ時間の削減
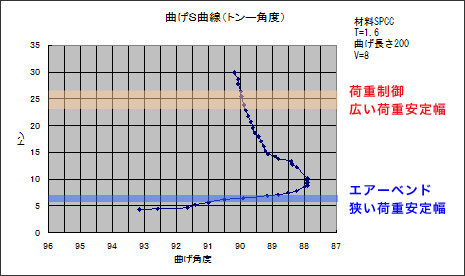
荷重制御では、広い荷重安定幅での角度出しを行います。
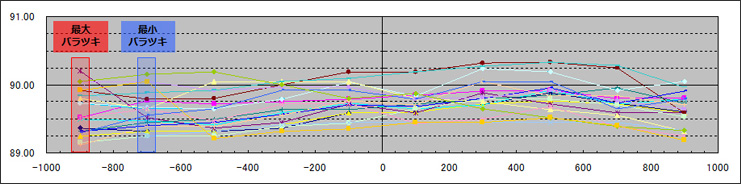
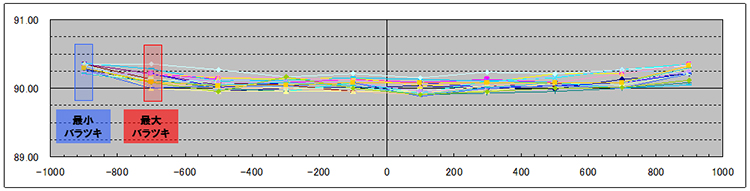
エアーベンドと荷重制御、各測定点での角度バラツキ比較
【通常加工(エアーベンド)】
※検証のため、加工途中での再補正等は行っておりません。
※試し曲げ時に決定した補正データにて全製品・全工程を加工しております。
1製品4工程×5個
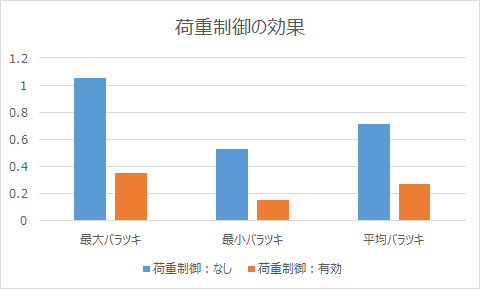
全20回、曲げ終了時点の各測定点の角度バラツキ
最大 1.05°
最小 0.53°
バラツキ平均 0.71°
【荷重制御】
※検証のため、加工途中での目標荷重の補正等は行っておりません。
※試し曲げ時に決定した目標荷重データにて全製品・全工程を加工しております。
1製品4工程×5個
全20回、曲げ終了時点の各測定点の角度バラツキ
最大 0.35°
最小 0.15°
バラツキ平均 0.27°
【荷重制御の効果】