

1.課題・ご要望
課題
ならいの効かない材料(木材、アクリル、ガラス等)をレーザで加工する場合、静電容量センサーが使用できず加工が出来ない。
現状、問題点
レーザで材料を加工する際、ノズル先端と材料の距離はこれらの静電容量から求めています。 しかし静電容量は導体(電気をよく通す物体)でなければ使えないため、木材、アクリル、ガラス等の電気を通しにくい、もしくは通さない物質に対しては無効です。
2.対応策・設定方法
・AMNC-Fの場合
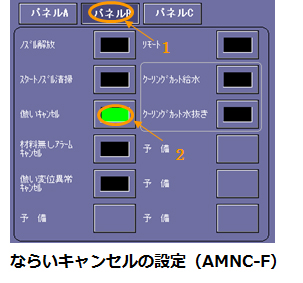
1.「プログラム」画面の「パネルB」を選択します。
2.「ならいキャンセル」のスイッチを点灯状態にします。これで、ならいキャンセルの設定は完了です。
・AMNC-3i の場合
1.「運転設定」画面を開きます。
2.「レーザ」タブを選択します。
3.「ならいセンサ」のスイッチを「OFF」が点灯している状態にします。これでならいキャンセルの設定は完了です。

「ならいキャンセル」を使用する場合、板厚とノズルギャップの設定方法が通常と異なります。下記にならいキャンセル時の板厚とノズルギャップの設定方法を記載します。
1.パレット上に材料を配置します。
2.材料上に手動操作でレーザヘッドを移動します。
3.ノズルヘッドが材料に接するまで、手動操作でZ軸を下げます。
※接した点で止めて下さい。それ以上下げると、材料やノズル等のキズ・破損の原因になります。
4.ノズル先端が材料に接した状態で、機械座標のZの現在値をNC画面から読み取って下さい。現在値の読み取り手順は右図を参照して下さい。
5.手順 4 で読み取った値に、今回の加工で使用したいノズルギャップの値を足して、その値を記録しておいて下さい。
6.手順 5 で記録した値を、加工条件の板厚入力欄に入力して下さい。板厚入力欄の場所は右図を参照して下さい。 ノズルギャップを変更する際は、手順 4 から繰り返して下さい。


3.加工後の注意点
ならいキャンセルによる加工が終了した後は、ならいキャンセル状態を解除して下さい。ならいキャンセル状態のまま放置すると、次に加工機を使用する際にならいキャンセル状態になっていることに気付かずに加工を開始してしまい、加工不良や加工機の故障の原因になります。