

剣山タイプレーザ加工機の、加工時に発生する穴の立ち上がりを回避するプログラムのご案内です

目的
現状の課題
剣山タイプのレーザ加工機では、加工製品の穴部分が立ち上がり、加工ヘッドとの接触、破損、製品不良等が発生する可能性があります。
現状回避方法は、ミクロジョイント、加工終了時のZ軸上昇量の増加、マシンストップによる作業者の取り出し作業等が考えられます。ジョイント無しで加工を行うのが最も理想ですが現実的には・・・
加工の目的
- 自動プロでの穴分割機能を用いて接触回避、連続安定加工の方法を試します。
加工内容
今回のポイントは自動プロによる自動出力で簡単に穴分割加工ができるようになった事です。これにより後工数の大幅削減と連続安定加工が可能になりました。
プログラム作成
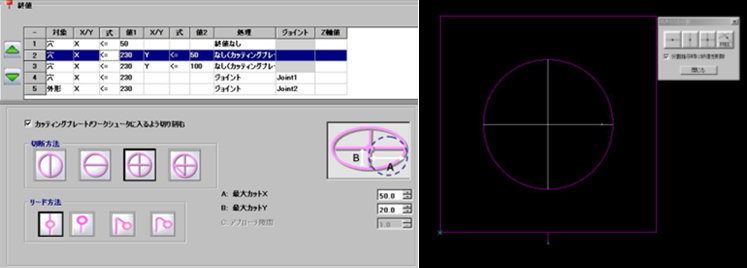 左:Dr.ABE_Blank 設定画面/右:AP100 設定画面 ※Dr.ABE_Blank、AP100共に穴分割パターンを選択可能
左:Dr.ABE_Blank 設定画面/右:AP100 設定画面 ※Dr.ABE_Blank、AP100共に穴分割パターンを選択可能
分割パターンの違いによる加工結果
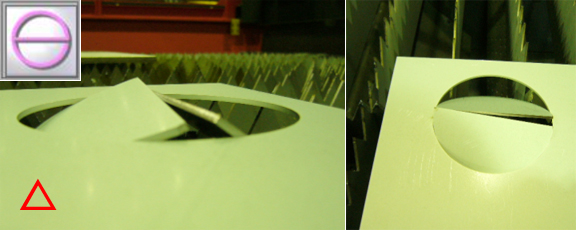
△二分割だと穴が剣山上に残って不安定
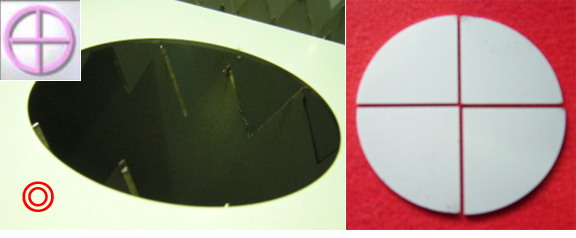
◎四分割だと抜きかす無しで安定加工
効果
1.自動プロによる自動出力作業。(自動プロ対応済み)
2.連続安定加工の実現。(ちょこ停削減)
3.ジョイントバラシ作業不要。(作業工数の削減)
4.加工時間の短縮(Z軸昇降量の低減)
その他
材質、板厚、加工穴径等により仕上がり具合は変わってきます。
最適な加工方法は今後、実証加工にてお客さまと対応していきます。