

目的
現状の課題
- SS400 19mmの加工で生産性を向上したい
- 安定加工のためにピアス時間を長めに設定している。(不要な時間が発生する可能性あり)
加工の目的
- 高速ピアスによる時間の短縮を図る。
- F1のピアス監視機能を使い、ピアスの貫通後の不要な時間をなくす事で生産性にどの位メリットがあるかを評価・確認する。
加工内容
高速ピアスとピアス監視機能によるピアス時間の短縮を図り、加工時間の短縮(生産性の向上)を行う。
SS400 19t ピアス回数:6回
ノーマルピアス:19秒/穴(FO)
A8ピアス:13秒/穴(F1)
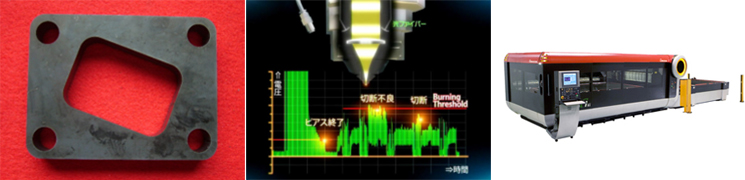
1. 加工モニタリングによるピアス時間の短縮。
(ピアス貫通をセンサにより検出、ピアス処理を終了し加工動作に進みます。)
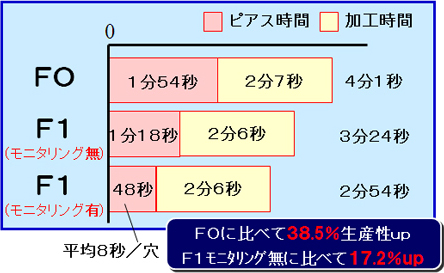
(1穴:11秒短縮、生産性38.5%UP・・・FO比較)
2.ピアスが指令時間でピアス貫通検出できない場合、ピアス時間を延長します。
 ※注意:材料の状態によってピアス時間は変化が想定されます。
※注意:材料の状態によってピアス時間は変化が想定されます。
効果
1.切断不良時(ガウジング)の加工速度の自動減速。
2.切断再開動作 および 切断経路スキップ
自動減速しても切断不良が継続する場合は、擬似ピアス、擬似アプローチにより切断の再開を行います。
一経路内で3回発生した場合は、加工経路のスキップを行います。そのとき自動でノズル清掃を実施します。
※ピアス監視機能は、すべての加工で使用できる機能ではありません。(機能を使用するための動作条件があります。)