1.現状の課題
● 課題
・軟鋼板の厚板は加工時間がかかる
・軟鋼板の厚板はピアッシングが遅い
● 対応NC

2.解決方法(ツールとプロセス)
ブレイクピアスによる高速ピアス加工
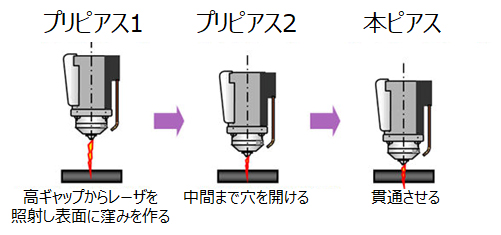
● ブレイクピアス
高ギャップで数秒間レーザを照射することにより、材料表面に短時間で窪みを生成し、 溶融物が効率的に排出されることで、短時間でピアス貫通することができる。(下図参照)
3.効果・メリット
● 従来ピアスよりも速いピアス貫通が可能
● ピアス時間が短くなることで製品加工時間とランニングコストが低減
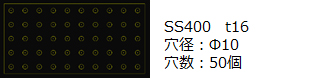
● 製品形状
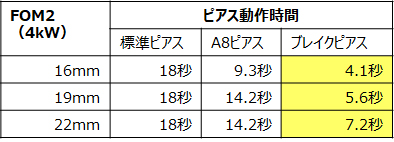
● CO2レーザ 各ピアス別時間比較
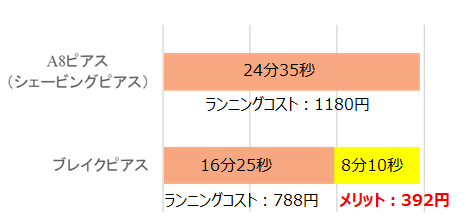
● 加工時間比較
4.加工範囲・仕様

5.その他特記事項
● 焦点距離によってピアス時間が変化します。
● 板厚及び機種によりピアス条件は異なります。
6.ブレイクピアスの設定方法
AMNC3i搭載機種では、標準条件にブレイクピアスは入力されています。
ピアス加工条件例 FOMⅡ3015NT 4kW SS400 16.0mmの場合
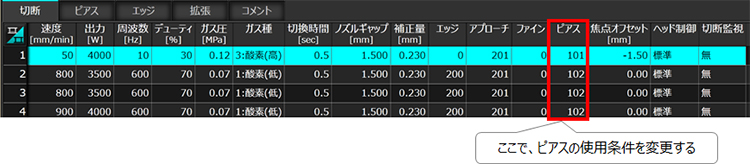

ピアスNo.101が標準ピアス、NO.102がA8ピアス、No.103がブレイクピアスとなります。
切断条件のピアス番号を103に設定することで、ブレイクピアスを使用することができます。
※No.104、No.105はブレイクピアスのプリピアスで使用するため、設定しないよう注意してください。
7.各ピアスの特徴