1. 要望
- お客様の依頼内容によって、穴の位置や形状が異なる場合
- プレス加工後、穴の位置や形状を自由に空けたい場合
- 曲げ加工によって穴が変形してしまう場合
上記の理由から、ブランク加工時に穴加工を行わず、立体物に穴の追加工を行いたい!
2. 解決策
● 概要
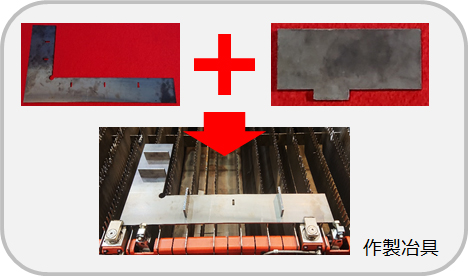
下図のような冶具を作製します
作製した冶具を用いて、立体物に穴の追加工を行っていきます
(1)本加工は剣山タイプのレーザ加工機が対象になります
対象: FOMⅡ、ENSISシリーズ 等
非対象: LCαⅤなどのテーブルタイプ、複合機
(2)冶具は簡易的なものを使用するため、位置決め精度が0.2~0.3mmズレることがあります
(3)加工する製品の高さはZストローク最大値の60%以下にしてください
FOMⅡ ⇒ Zストローク最大値 : 200mm → 製品高さの最大値 : 120mm
ENSISシリーズ ⇒ Zストローク最大値 : 100mm → 製品高さの最大値 : 60mm
(ENSIS RIはZストローク最大値200mmです)
3. 加工方法
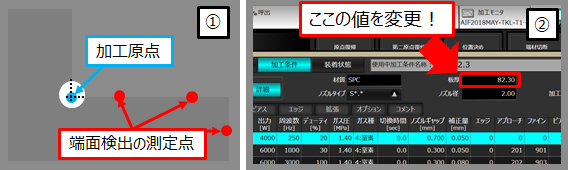
(1)冶具を設置し、端面検出を行って加工原点の座標を第二原点復帰に取込みます
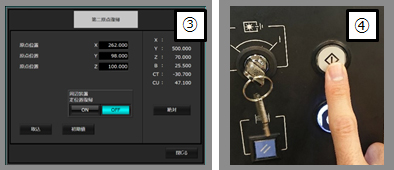
(2)加工条件の板厚の値を“ 底板の板厚+加工するワークの高さ+20.0mm ” の値に変更します
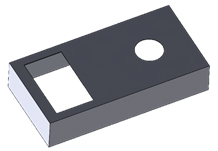
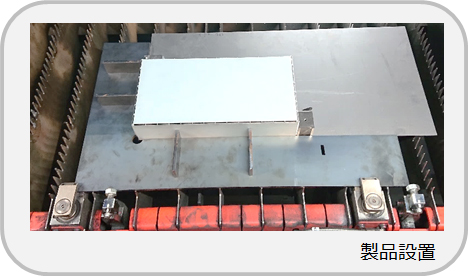
(3)ワークの設置後、第二原点復帰を実行して加工ヘッドを加工原点に移動します
(4)スタートボタンを押して加工を行います