

1.現状の課題・要望
課題
- 剣山スキットタイプのレーザ加工機では製品が立ち上がることがあり、加工ヘッドを衝突させ、機械の停止時間が発生してしまう。
現状
- 立ち上がりの発生する製品はミクロジョイント加工を行っている。
要望
- 中板厚の加工後のジョイントバラシが大変
2.対応策
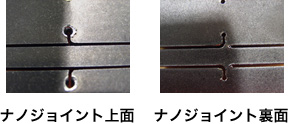
『ナノジョイント』を使用することにより、従来のミクロジョイントに比べ外し易くなります。 従来のミクロジョイントは板厚の上から下までジョイントを付けていましたが、ナノジョイントは 板厚の上側は切断し下側だけジョイントする加工方法です。

3.課題解決の加工技術
ナノジョイントプログラム作成・加工方法
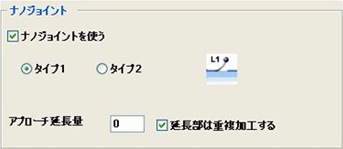
1.Dr_ABEにてプログラム作成
ナノジョイントを使用する際にチェックを入れます。
ナノジョイントには2種類のパターンがあります。
タイプ1は通常のミクロジョイントの代わりに使用します。
タイプ2は加工の軌跡の中にジョイントを付けます。
さん幅共有切断等に対応できます。(AP100では対応不可)
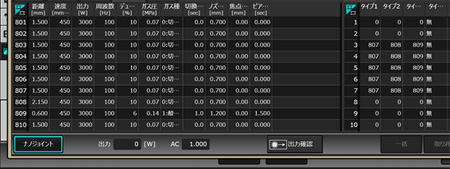
2.AMNC搭載機にて加工
Dr.ABEにてナノジョイントを出力された特殊プログラムを、AMNC機にて呼び出しをして加工を行います。
ジョイントの強弱は加工機のパラメータを変更する事により、簡単に調整できます。
ナノジョイントの注意点
ナノジョイントはミクロジョイントに比べ強度的に弱いので外れ易くなります。特に、ジョイントを付けたままの搬送は、外れて製品が落下する可能性がありますので充分注意してください。
※詳しくは、実証加工推進部へお問い合わせ下さい。