

目的
現状の課題
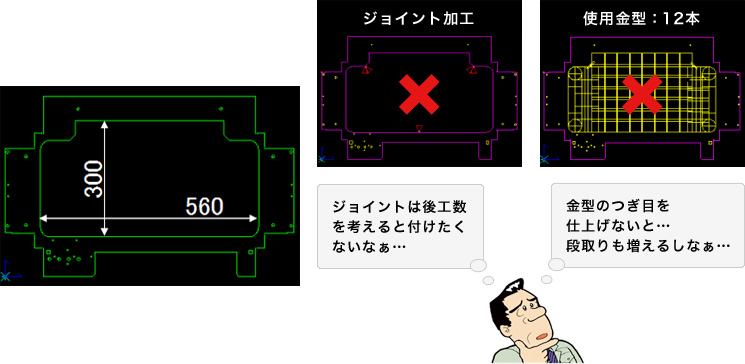
- ワークシューターよりもサイズが大きく落下させることができない為、ジョイントしている。
- TK(テイクアウトローダー)、PR(パーツリムーバ)では窓穴の搬出ができないのでジョイントしている。
- ジョイントでは、ばらし作業が必要で後処理するのも面倒で時間がかかる。
- 金型での追い抜き加工では、つぎ目が目立ってしまい見栄えが悪い。
加工の目的
- ジョイントレスで窓穴を加工する方法を確認する。
加工内容
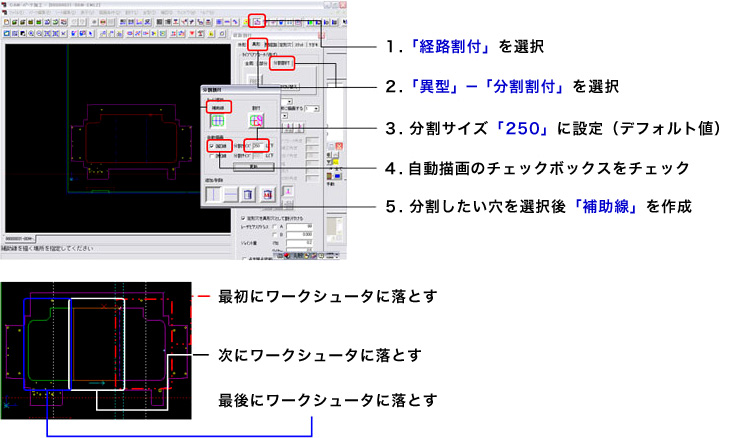
AP100CAMの新機能である分割割付を使用し、大きな窓穴をワークシューターへ落下させる。
注意)AP100 Ver.3.60.00以降
※これ以前のバージョンでは、CADで分割する箇所の図(線)を書き足さないと同様な割付(動作)をする事はできません。
効果
- ジョイントレスにて加工が可能
- 仕上工数の削減が可
- 同様のワークシューター搭載機に於いては、プログラムにより加工が可能です
注意事項
- ワークシューターの開閉回数が増える為、加工時間が伸びる事があります。
- 手動にて割付も可能ですが、最終切断の端材サイズに注意が必要です。
(小さい(幅が狭い)とカッティングプレート内に落下しアラームとなり、機械が停止する事があります。)