

1. 現状の課題
①加工方法に適したフィルムがわからない
フィルムの種類が多く選択が難しい・・・
パンチ加工・CO2レーザ加工・ファイバーレザ加工それぞれに適したフィルムがわからない・・・
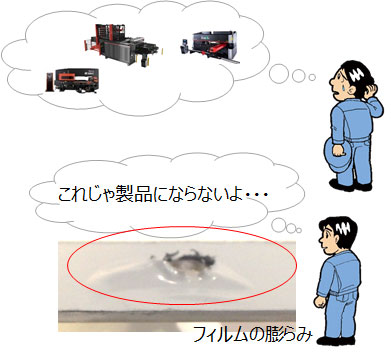
②レーザにてフィルムを加工したときにフィルムがはがれたり、膨らんでしまう
粘着力の高いフィルムを使ったらいいのだろうけど、剥がしにくくなる・・・
2. 要望
①加工方法に適したフィルムがわからない
フィルムの基材から向いている加工、不向きな加工の傾向を知りたい
②レーザにてフィルムを加工したときにフィルムがはがれたり、膨らんだりする
レーザ条件や加工方法の工夫を知りたい
3. 対応策
①加工方法に適したフィルムがわからない
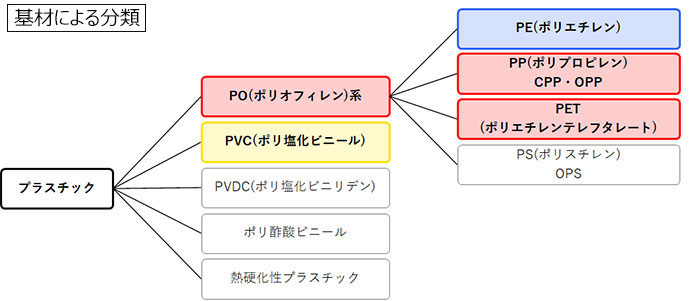
一般板金業界では「PO(ポリオレフィン)系」と「PVC(ポリ塩化ビニール)」が使用され、 PO系の中でも「PE(ポリエチレン)」「PP(ポリプロピレン) CPP・OPP」「PET(ポリエチレンテレフタレート)」が使われていました。しかし、PVCは塩素を含み、ゴミ焼却時にダイオキシンを発生させるため、当時(1999年)に規制されました。
※現在の焼却炉は、燃焼温度が800℃~900℃とダイオキシンが発生しにくい高温焼却なされています。
また、各保護フィルムメーカーでは、PVC系・PE系・PO系(PE以外のPO)と大きく3つのカテゴリーに分けているようです。
レーザ加工時は切断部に熱が発生するため、PVCのフィルムを加工するとダイオキシンが発生する可能性が考えられます。そのため、PVCのレーザ加工はNGと言えます。
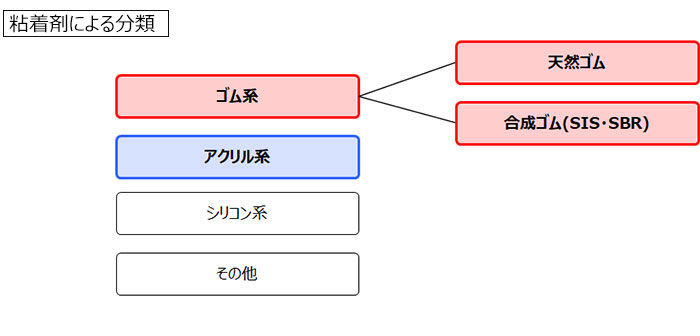
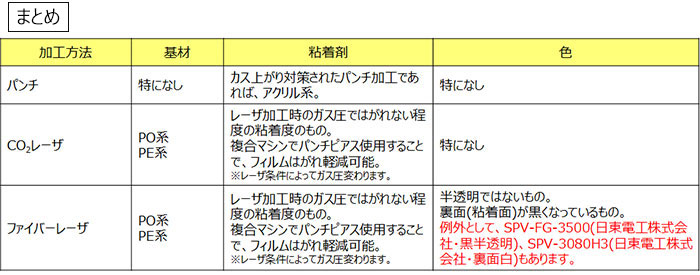
金属板用ではゴム系とアクリル系が多く使用されています。
保護するべき資材や加工方法などにより、使用するべき保護フィルムが絞られてきます。
粘着材は、過去のパンチ加工での検証によりゴム系の方がカス上がりしにくいというメリットと耐候性は良くないというデメリットを持ち合わせていることがわかっています。
粘着力が弱いものだとパンチ加工時やレーザ加工時のガスによってはがれたり、粘着力が強すぎるとはがしにくく、特に薄板だとはがす際に板を曲げてしまうといったトラブルが起きる可能性もあります。
また、粘着力は、各粘着剤で幅広く種類があり、粘着力での分類はできませんでした。
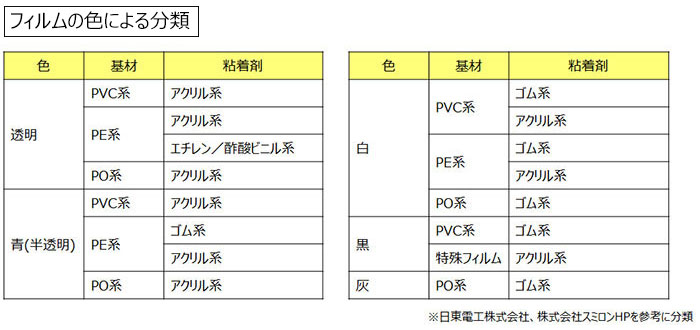
一部例外(FG-3500等)はありますが、ファイバーレーザは透明・半透明のフィルムはレーザ光が透過してしまうため切断できません。
また、同じ色のフィルムでも基材や粘着剤が異なるため色での判断は難しいようです。
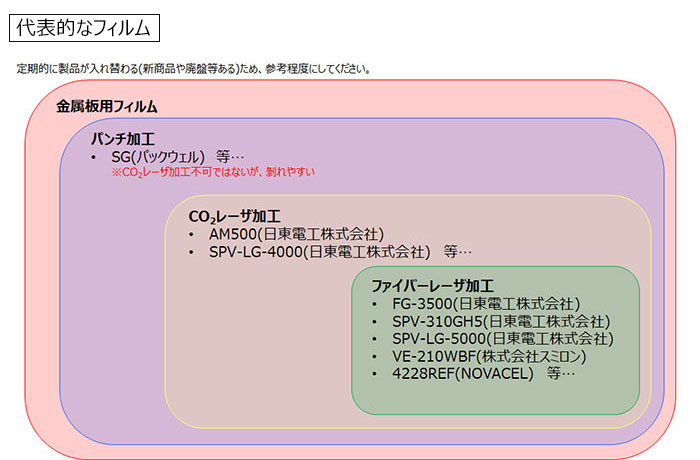
世界には様々なフィルムがあるため、上記はあくまでも目安であり例外もあります。
各フィルムメーカーHPに製品の詳細が載っているためお客様にご案内する際は確認が必須となります。
②レーザにてフィルムを加工したときにフィルムがはがれたり、膨らんでしまう
フィルムの種類や粘着力によって、はがれる原因やはがれやすさは異なりますので、この加工方法で加工すれば絶対にフィルムがはがれないというものではございませんのでご注意ください。
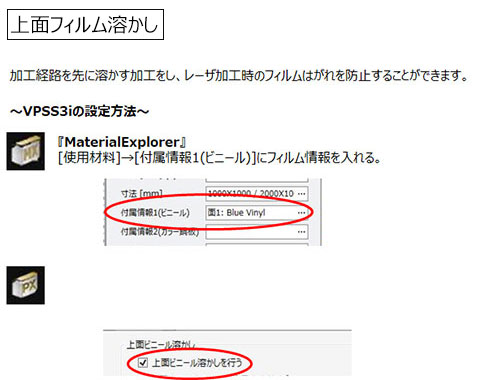
上記設定をおこなうこで、自動割付にて上面フィルム溶かし用のプログラムの作成が可能です。
※加工の際はレーザ条件の調整が必要となります
※AP100の場合はGコードの編集が必要となります
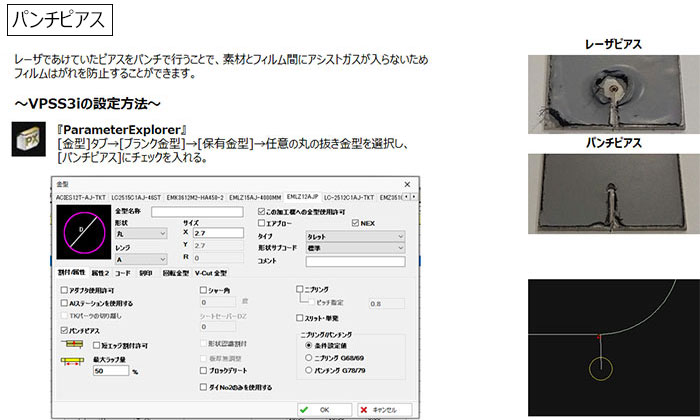
※上記設定をし、使用する機械でこの金型が割り付く状態であれば自動割付にてパンチピアスを割り付けることが可能です。
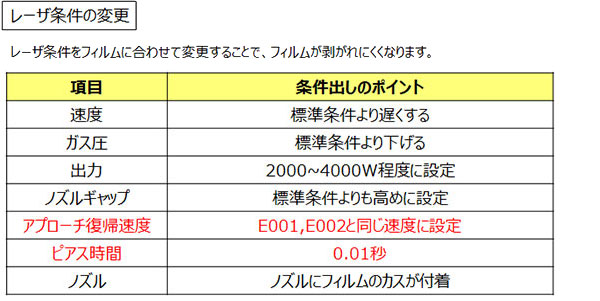
特に、ピアス加工時のフィルムはがれは、アプローチ復帰速度をE001、E002と同じ速度にし、ピアス時間を0.01秒にすることで軽減できます。その他、加工速度やガス圧も変更することで、加工時のフィルムはがれや品質の向上につながる場合がありました。
※フィルムの種類や材質・板厚によって傾向は異なる場合がございますので、ご注意ください。