Ai-Linkトップ
オンラインショップ
金型マルシェ
メンテナンスパーツ
ブレード
NETアマダ市(書籍)
事務用品
加工情報
金型ワールド
工業会ネットワーク
テクニカル情報
アマダスクール
e-ラーニング
経営支援情報
アマダ商品紹介
アマダ展示会情報
ビジネスリンク集
工業会ネットワーク
優秀板金製品技能フェア
サポート
Ai-Linkプレミアムご案内
Webサポート
アマダコールセンター
プログラムサービス
ECO請求
Ai-LinkプレミアムTOP
Ai-Linkプレミアムトップ
加工・ソリューション
導入事例・ヒント集
加工技術情報
なっとくIT
Sheetmetalましん&そふと
工場レイアウト参照サービス
お問い合わせ・サポート
よくある質問
新規お問い合わせ
お問い合わせ履歴
ヘルプデスク
オンラインサポート
電話でお問い合わせ
Ai-Link各種お手続き
メール設定方法
有料サービス
ホームページサービス
アクティブホームページ
ホームページアクセスログ
稼働実績お届けサービス
ビデオビューサービス
AMDAS稼働情報レポート
スタッフコミュニケーション
お得意さまWebコミュニケーション
e-受注マネージメント
アクティブメッセージ
SDDサポートサービスデータお預かり
図面共有サービスクラウド
Webメール
e-受けCAD
無料サービス
板金画像メモ
板金材料メモ
板金仕掛品メモ
板金出荷メモ
板金曲げ計算
板金重量計算
板金基礎問題
形鋼ネスト
ホームページサービスLite
Ai-LinkプレミアムTOP
>
加工技術情報一覧
>
パンチング
>
曲げ部の膨らみ防止加工
パンチング
2013/07/08
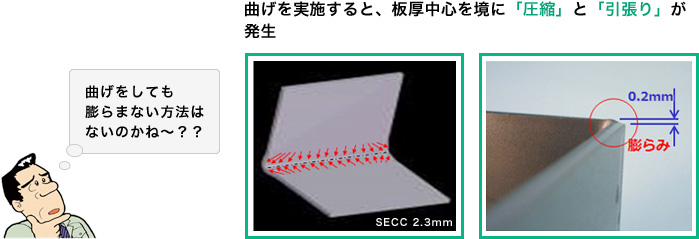
曲げ部の膨らみ防止加工
SECC 2.3t
ブランク加工後、V12のダイで曲げ加工を行うと0.2mm程度の膨らみが発生
目的
現状の課題
曲げをおこなうと製品の端が膨らんでしまう
やすり掛けをしないと溶接精度がでない
穴をあけると埋めなくてはいけない
加工内容
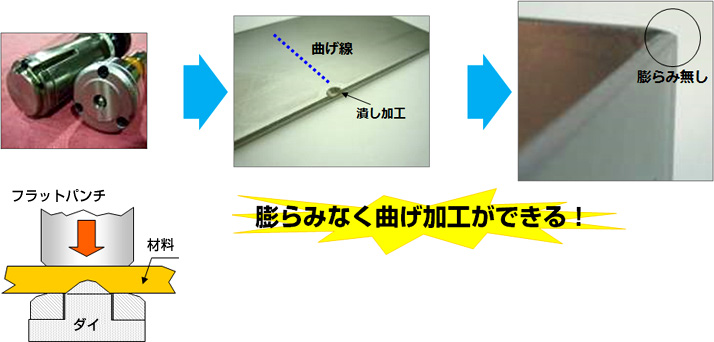
成形加工にて対応
コイニング金型にて潰し加工を実施
潰し加工後、曲げ加工実施
効果
パンチング一覧へ戻る
コンテンツ
レーザ
複合機
パンチング
ベンディング
レーザ溶接
Ai-Linkサービス紹介
金型マルシェはこちら
アマダ
YouTube アマダの動画をご覧いただけます