背景
- 通常の追い抜き加工で発生する継ぎ目を何とかしたい
目的

設定方法

加工順序:2工程

1.パンチング下穴(10幅)
↓
2.両R面取り(金型登録用の数値、今回の金型では25×10で登録)
効果
両R面取り金型を使用することで、
1.継ぎ目無し加工ができる(金型の選択肢が増える)
2.裏バリを同時に潰してくれる
3.生産性が向上する
今回使用した加工マシン

材質・板厚:SECC・t1.6mm
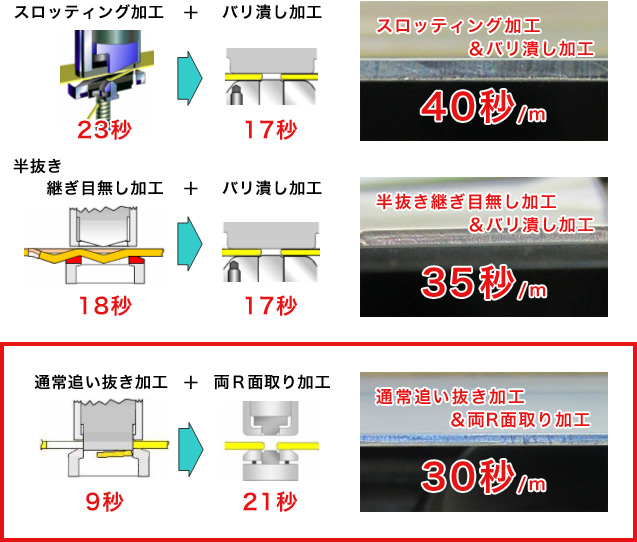
【1メートルあたりの加工時間比較(F1)】
1.2“スロッティング加工+ 1・1/4”バリ潰し加工
2.2“半抜き継ぎ目無し加工+ 1・1/4”バリ潰し加工
3.2“通常追い抜き加工+両R面取り加工