背景
- 一製品加工後、二製品目を加工するのにG93の位置決めの計算が面倒
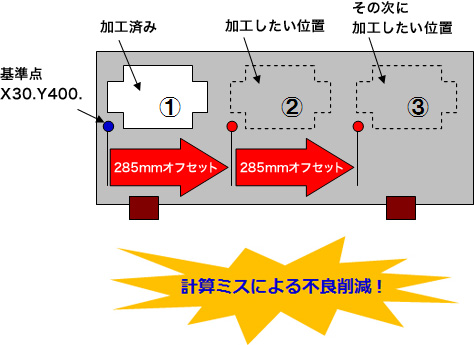
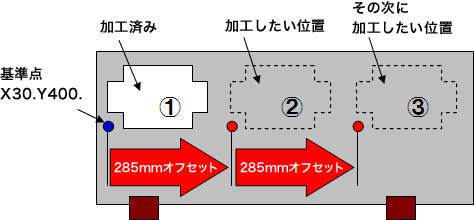
①G93 X30. Y400.・・・元の基準点
②G93 X315. Y400.・・・二製品目の基準点
③G93 X600. Y400.・・・三製品目の基準点
↑ 位置出しにスケールや計算機を使用
目的
計算ミスの低減

対策
計算させる!(製品配置基準点を変える)
AMNC装置には、加工プログラムであるGコード処理を行う以外に、足し算や掛け算、正弦(SIN)、余弦(COS)などの計算をさせたり、変数の使用、条件による分岐を行えるなどのプログラム言語としてのプログラムを処理する機能が備わっています。
①G93 X30. Y400.・・・元の基準点
②G93 X[30.+ 285.] Y400. 足し算利用
③G93 X[30.+ 285.*2.] Y400. 掛け算利用
↑ 掛け算が先に計算されます。
Gコードを上の通り直接書き換えます。