

1.現状の課題

パンチングでの皿モミ加工は、加工板厚毎にパンチAssyを揃えているから
金型が増えるし成形Mコードも増えるなぁ。
板厚が変わってもパンチAssyを共通で使用できないかなぁ
パンチAssyは1セットでダイを板厚毎にクリアランスを変えるみたいに
使えればなぁ、成形Mコードも1つで管理したいなぁ
◇ 板厚3.2mm用パンチを使用してと1.6mmを加工すると・・・
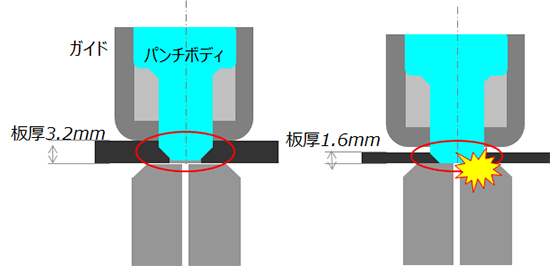
パンチボディの先端形状は板厚専用に設計されている。
板厚3.2mm用のパンチを1.6mmに使用するとパンチがダイに干渉してしまう。
板厚違いでパンチを揃えるのは金型費用もかかるし、管理も手間だし
パンチを兼用で使用出来ないか?
2.対応策
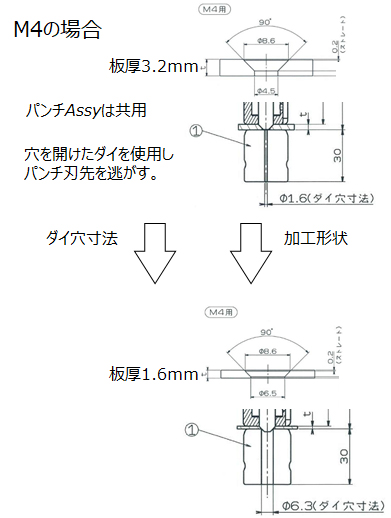
ダイにパンチ先端の逃げ穴を設けて干渉を回避
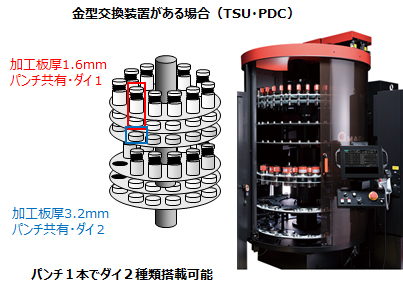
加工板厚の厚い方に合わせたパンチ先端形状で作製して、薄板を加工する場合ダイを交換して使用。
3.加工内容と効果
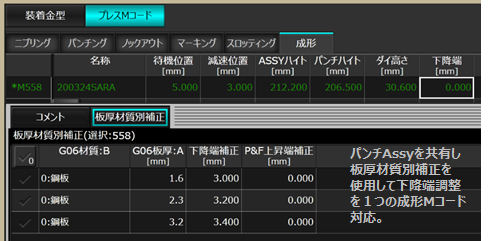
成形Mコードは板厚別補正を使用
4.注意事項
- 加工材質 板厚、皿モミ形状によっては金型サイズ・仕様が変わる場合があり2セット必要になる事もあります。
- 金型、材質、板厚別に下降端調整は必要となります。